Leak testing large systems and assemblies that will be filled with freon gases and dielectric fluids can be challenging—but it can be done effectively with a strategic approach.
Such systems, like large-scale industrial and data center cooling HVAC/R systems, dielectric devices, etc., must be evacuated to full vacuum before being backfilled with helium or freon. If there's any moisture in the system, it reduces the efficiency and accuracy of the measurements, as the reaction during pressurization processes can clog orifices and lead to inaccurate readings.
To remove moisture, manufacturers must pull full vacuum, and often add heat, to ensure all moisture is removed (also known as the “baking process”). While these assemblies may encounter water vapor in normal atmospheric conditions or from condensation in the field, they need to be dried to a greater extent than normal environmental conditions for repeatable, reliable leak testing.
Removing moisture and conducting leak testing on large assemblies using vacuum has always been a long arduous process. These parts often have a large volume, which means a long amount of time (12–16+ hours, for example) is needed to conduct a proper pressure change measurement—and this process does not distinguish between the presence of moisture or that of a leak.
To combat this issue challenging manufacturers, Cincinnati Test Systems has developed a new method for measuring moisture levels while pulling hard vacuum on a large part, with both measurements occurring at the same time—reducing testing and cycle times.
NEED HELP WITH YOUR LEAK TEST? CONTACT US →
The problem with solely measuring pressure drop
The most common approach to this kind of testing application has been to pull vacuum on the part and measure the pressure rate of rise (ROR). As outlined above, this requires a long cycle time. These cycle times are driven by uncertainty—manufacturers are forced to extend evacuation/hold times because they only have one measurement (pressure rate of rise) and cannot determine if pressure changes are due to a leak or the presence of moisture slowly outgassing or boiling off due to the heat applied (also known as “baking out”) of the part.
These common methods use large vacuum pumps integrated with pressure measurement devices to evaluate the rate of rise for isolated vacuum pressure in the assembly. However, this can be problematic. When moisture is present, full vacuum is hard to achieve. Additionally, if leaks are present, full vacuum cannot be maintained.
As larger parts are tested, longer cycle times are necessary to conduct the test and drying sequence. Additionally, if it is determined that there is a leak, the resulting leak location and repair process adds further time onto the testing process.
All of this leads to a lengthy, inefficient testing process—and a leak may still be missed!
CTS’ unique approach: Combining two measurements (moisture detection and rate of rise) to accelerate testing, eliminate guesswork
Noticing this inefficiency, CTS has worked with its customers to develop a new approach: adding moisture measurement.
By adding moisture measurement into the process, additional visibility into the testing process is gained enabling process optimization and time savings. Until now there has not been an easy way to actively measure how much water vapor is present during the evacuation process. Our highly skilled engineering team has identified a cost-effective and repeatable device to measure water vapor.
Upon conducting tests on various-sized parts with different construction characteristics, the CTS team has proven that with evacuation vacuum levels of 3 Torr or less, integrated with an Inficon optical plasma vacuum gauge, our custom programmed test system can measure water vapor in the X.X parts per million threshold range. Combining this cost-effective water vapor measurement device with a second precision rate of rise pressure measurement device (which utilizes a resolution of 1x10-7 mbar to atmosphere), the system is able to differentiate between an actual leak and the presence of moisture in a shortened test cycle—providing a faster, more accurate test.
Combining the two measurements (moisture and rate of rise) eliminates the guesswork that would otherwise lead to lengthy test times. If moisture is detected, the drying process simply continues (and drying time can then be extended for future testing as needed)—no guesswork. This allows customers to determine why pressure is changing, not just that it is changing. By adding moisture measurement to the process, manufacturers gain visibility into their process that was previously unavailable, which enables earlier and more confident decisions in the process, optimization and time savings. Using this new approach, a manufacturer is able to validate “little to no moisture present” within a much shorter timeframe (e.g., ~1 hour of pump down and measurement), rather than continuing extended drying cycles.
When moisture is detected, the system is dried utilizing a warm Nitrogen purging cycle, and the speed of the rate of rise measurement process is improved by 40%—reducing drying time, increasing time to readiness for final fill, increasing throughput, and more.
LEARN MORE ABOUT CTS’ PATENTED NITROGEN PURGE TECHNOLOGY →
Compatible with leak location procedure—while under full vacuum
Using CTS’ approach, when a leak is detected, the operator can then easily conduct a leak location procedure—while the part is under full vacuum, saving time in the overall test cycle!
The he testing procedure valves in a Helium Mass Spectrometer or RGA (Random Gas Analyzer) detection instrument easily integrate into the vacuum circuit as the operator travels around the part to each weld, fitting, or flange joint with a spray of Helium, Argon, or other non-reactive trace gas in the atmosphere near those joints. The gas detection device will identify the moment when the trace gas penetrates through a leaking joint into the vacuum source. The operator can then inspect the location sprayed and clearly determine the source of the leak.
Click the image below to expand
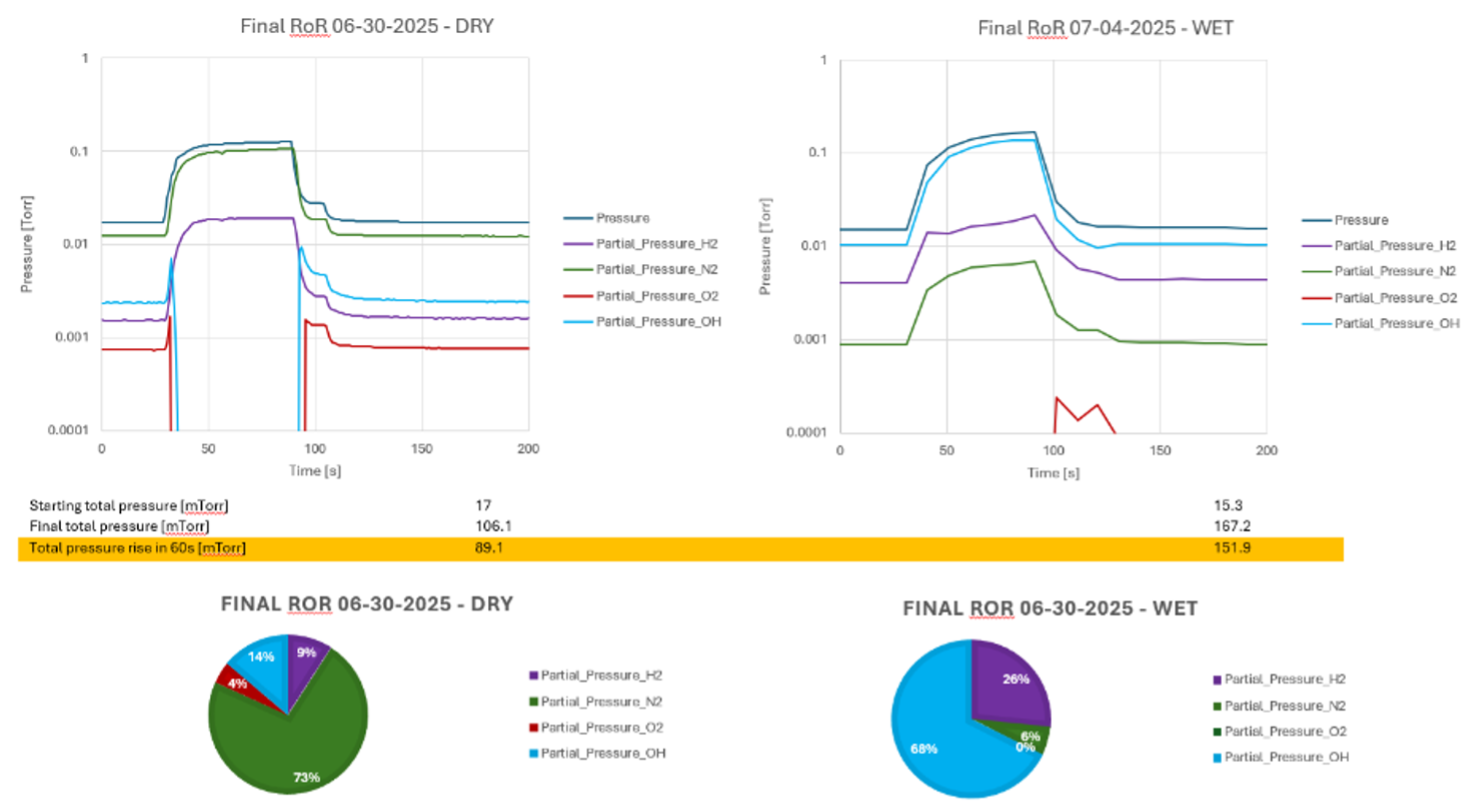
The above charts offer an illustration of what CTS measures during this type of test—not only pressure in the chamber, but also partial pressure or the presence of hydrogen, nitrogen, oxygen, and water (OH). You can see the elevated water measurement in the “WET” charts on the right.
New testing approach delivers real, tangible benefits
This new testing approach has helped CTS customers achieve real, tangible improvements, including:
- Reduce test cycle times by 40%, multi-hour testing is greatly reduced
- Validate when moisture is no longer present (no more over-processing)
- Distinguish between leaks and moisture with confidence
- Gain visibility into the process (vs. relying on a single measurement)
- Improve throughput and equipment utilization
WANT TO TEST THIS NEW APPROACH ON YOUR PART? CONTACT US →
Questions about leak testing drying assemblies? Consult the leak test experts at CTS!
Cincinnati Test Systems has over 40 years’ experience in automated test development. We work for the benefit of our customers—always considering ways to make part and product leak testing more effective and efficient.
Do you want to improve your leak testing process? Contact CTS to discuss your application with a CTS Application Engineer who will partner with you to determine a reduced testing cycle and solution for your pressurized system.



